
A high-quality aggregate screening plant is essential in the construction industry for sorting and separating materials such as sand, gravel, crushed stone, and recycled concrete into various sizes and grades. These plants play a crucial role in ensuring that construction projects have the right materials in the right proportions to meet specific requirements.
Design and Components: A high-quality aggregate screening plant typically consists of several key components:
- Feeder: The feeder is responsible for transporting the raw materials to the screening machine. It ensures a consistent and even flow of material onto the screening surface.
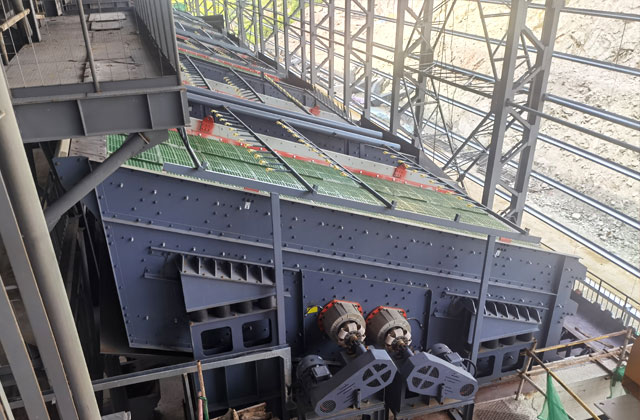
- Screening Machine: This is the heart of the screening plant. It consists of a vibrating screen deck or multiple decks with different mesh sizes. The vibration of the screen helps to separate the aggregates into different sizes according to their particle size.
- Conveyor Belts: Conveyor belts are used to transport the screened aggregates from one stage to another or to stockpiles for storage. They should be durable and reliable to handle heavy loads of materials.
- Hopper: The hopper is where the raw materials are initially loaded before being fed into the screening machine. It should have sufficient capacity to hold a significant amount of material to ensure continuous operation.
- Washing System (Optional): Some screening plants come with a washing system for cleaning the aggregates before screening. This is particularly useful for removing impurities and ensuring high-quality end products.
- Control System: A control system is essential for monitoring and managing the entire screening process. It allows operators to adjust settings such as vibration intensity, screen inclination, and feed rate for optimal performance.
Key Features:
- High Efficiency: A high-quality aggregate screening plant should be highly efficient in sorting and separating materials. This improves productivity and reduces the need for manual labor.
- Versatility: The plant should be versatile enough to handle a wide range of materials and particle sizes. This ensures flexibility in meeting various project requirements.
- Durability: Construction machinery is subjected to heavy wear and tear, so durability is crucial. The screening plant should be built with robust materials and components that can withstand harsh operating conditions.
- Low Maintenance: Regular maintenance is essential to keep the screening plant operating smoothly. However, a well-designed plant should require minimal maintenance and have easy access points for servicing.
- Safety Features: Safety should be a top priority in any construction operation. The screening plant should be equipped with safety features such as emergency stop buttons, guards, and warning signs to prevent accidents.
- Environmental Considerations: Environmental regulations are becoming increasingly stringent, so screening plants should be designed with environmental sustainability in mind. This may include features such as dust suppression systems and noise reduction measures.
Benefits:
- Improved Quality Control: A high-quality aggregate screening plant ensures that only materials of the desired size and quality are used in construction projects, leading to better overall quality control.
- Cost Savings: By efficiently sorting and separating materials, screening plants help reduce waste and optimize resource utilization, leading to cost savings in the long run.
- Increased Productivity: With faster and more efficient screening processes, construction projects can be completed more quickly, leading to increased productivity and shorter project timelines.
In conclusion, a high-quality aggregate screening plant is a crucial investment for construction companies looking to improve efficiency, quality control, and overall productivity. By choosing a screening plant with the right design, components, and features, construction companies can ensure optimal performance and achieve success in their projects.